マイクロビッカース硬さ試験
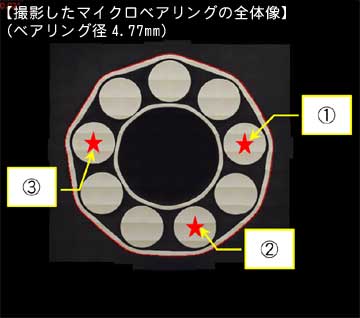
マイクロベアリング
軸受の材料は、転がり疲労に強い、耐摩耗性が大きい、寸法安定性、機械的強度が大きいなどの特性が要求され、一般的に高炭素クロム軸受鋼(SUJ2)、錆の発生する恐れのあるところや高温ではステンレス鋼(SUS440C)が用いられます。
用いたマイクロベアリングの材質は高炭素クロム軸受鋼(SUJ2)です。作製した断面試料にて、マイクロビッカース硬さ試験機でボールベアリング3個の硬さ比較を実施しました。
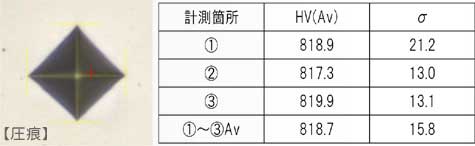
高炭素クロム軸受鋼(SUJ2)の硬度は焼き入れ後、ロックウェルCスケール硬さ[HRC]で62~65程度だと言われています。
今回計測した①~③のビッカース硬度の平均が818.7HV0.3であり、HRCでは64~65に相当することがわかりました。
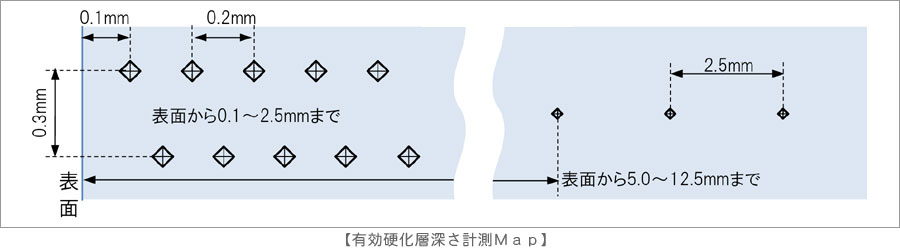
焼き入れ材-1(硬さ試験による有効硬化層深さ計測)
機械構造用炭素鋼は自動車や機械部品など幅広い分野の機械部品として用いらており、S10~S28Cのなかで焼き入れ可能なのはS28Cからです。
そのなかでC(炭素)含有量が0.42~0.48%であるS45Cに対して表面硬化処理を施した円柱部材の焼き入れ深さを検証しました。ちなみに表面硬化処理は、部分焼き入れで最も広く使われている高周波焼入法によるものです。
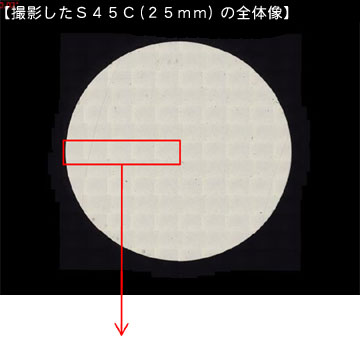
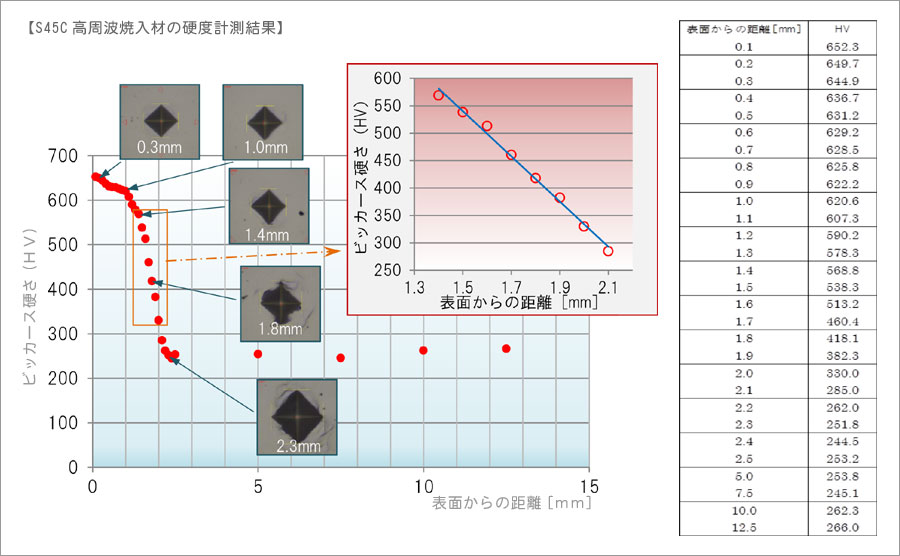
JISに記載してある有効硬化層の限界硬さによると、鋼の炭素含有率が0.43以上0.53未満の場合ビッカース硬さで450HVのところになります。よって上図より有効硬化層深さは、1.72mmであることがわかります。[硬化層深さ表示:HD-H0.3-E(450)1.7]
焼き入れ材-2 (分布計測)
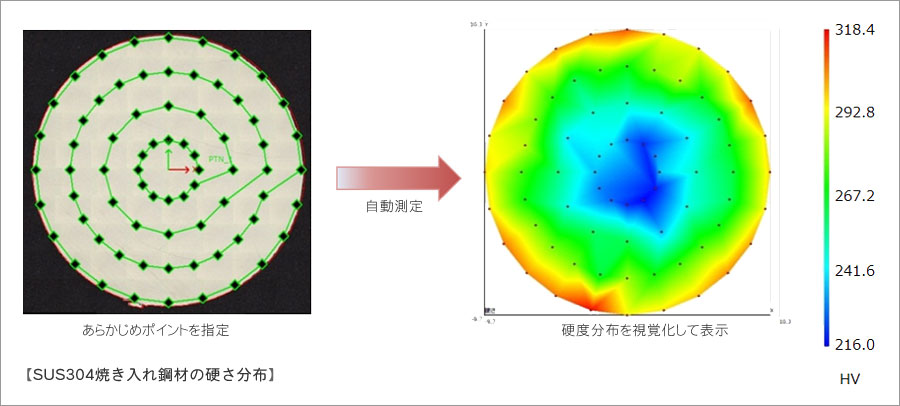
鋼材に焼き入れを行うと焼き入れを行った表面は硬く、焼き入れの届かない内部は柔かいままになります。下図はステンレス(SUS304)製の丸棒焼き入れ材の断面について焼き入れにムラがないことを確認するために鋼材断面の硬さ分布を測定したものです。
予め測定ポイントをパターン配置して硬さ試験を行い、得られた結果を色違いの分布図で表記しています。ビッカース硬さの数値だけではなく、ビジュアル的な評価も可能です。